<主な改善効果>
・2名の省人
・年間400万円の人件費効果
・6㎡のスペース創出
・歩留まり2%向上
・年間200万円の改善効果
・年間606万円の合計効果
<支援期間>
・⚫︎ヶ月
ご相談いただいた会社について
今回ご相談いただいたのは、大阪府で水産加工業を営む、年商約35億円の企業様です。主力商品の加工・製造を日々行う現場では、食品工場ならではのスピード感と安定供給の両立が求められていました。
業種:水産加工業
所在地:大阪府
年商:約35億円
社長の悩み
当時、社長が抱えていた悩みは主に次の点でした。
- 材料費の高騰
- 人件費比率も上昇
- 現場からは「人が足りない」という声
- しかし現場は忙しく動いているように見える
そのため、本当に人が足りないのか、それとも作業の進め方に無理やムダがあるのか、経営として判断が難しい状況でした。
材料費や人件費が上がる中で、増員すべきかどうか確信が持てず、今の現場の進め方に無理やムダがないか、本当に適正な人員で動けているのかを見極めたいという思いがありました。
こうした状況のなかで、
「一度、プロの目で現場を見てほしい」 というご相談をいただきました。
改善会で行ったこと
食品工場では、「できるだけ多く、早く作る」ことが重視されがちです。
しかし今回は、その考え方を見直し、売れる分だけ作る生産スタイルへの転換を提案しました。
工場全体を一度に変えるのではなく、まずは一つのモデルラインで成果を出すことからスタートしました。
現場が変化を受け入れやすくするためにも、最初にわかりやすい成功事例をつくることが重要だと考えたためです。
今回、モデルラインとして選んだのは「イカそうめんの冷凍ライン」です。
3名の改善メンバーとともに、作業の流れを見直しました。
<モデルラインで実施したこと>
①必要数を決める
②サイクルタイムを決める
③必要人員を決める
※サイクルタイム=稼働時間 ÷ 必要数 1個あたりにかけてよい時間を示す指標です。
この順番で考えることで、適正人員を感覚ではなく、根拠をもって判断できるようになります。人を減らすのではなく、必要な数に合わせて整えていくことが、今回の改善の考え方です。
(具体的写真での説明)
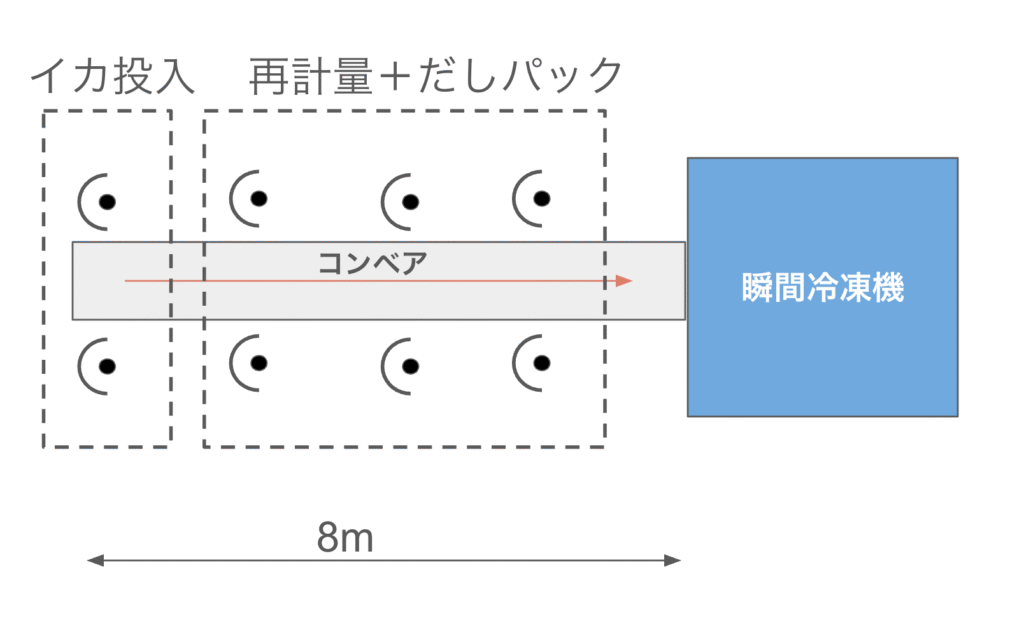
改善前の作業
改善前は、前半の「イカ投入」と後半の「再計量+だしパック搭載」を分けた、2チームによる分業でした。
・イカをコンベアに投入:2名
・投入されたイカを再計量し、だしパックを搭載:6名
・コンベア長:8m
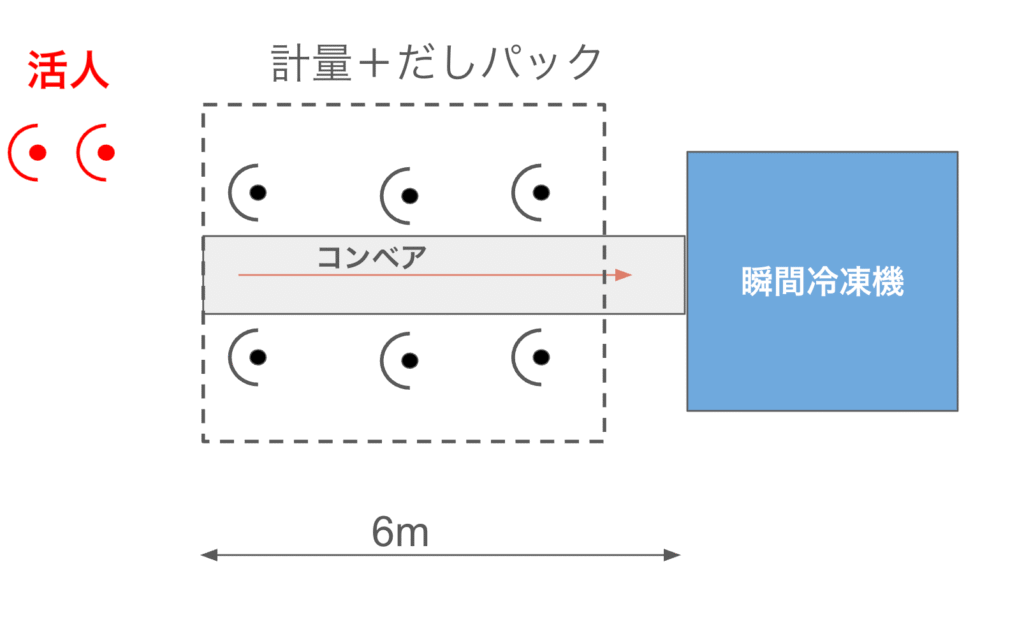
改善後の作業
改善後は、一人が「イカ投入」「再計量」「だしパック搭載」までを一連の流れで担当する形に見直しました。
・イカ計量からだしパック搭載までの一連作業:6名
・コンベア長:6m
改善効果
改善の結果、次のような効果が生まれました。
・省人化:2名
・人件費効果:年間400万円
・創出スペース:6㎡
改善後の作業
さらに、想定していなかった効果もありました。それが、イカが床に落ちなくなったことです。
人中心の作業に変えたことで、作業者の焦りが減り、落ち着いて作業できるようになったことが要因と考えられます。
その結果、歩留まりが2%向上し、年間200万円の改善効果につながりました。
合計効果:年間606万円
社長からいただいた声
自分たちで実際にやってみることの大切さを実感しました。コンベアを短くしたことで作業スペースに余裕が生まれ、今後は同時に2つのラインを動かせる可能性も見えてきました。
清掃範囲も減り、現場がよりシンプルになっていくのを感じています。まだまだ改善できることはあるので、引き続き取り組んでいきたいと思います。
まとめ
現場からの「人が足りない」という声の背景には、作り方そのものの課題が隠れていることがあります。作り方を見直すことで、人員配置は適正化され、在庫も減り、現場の雰囲気も変わっていきます。
今回の改善は、現場の皆さんにも喜んでいただける取り組みとなりました。
水産加工ラインの見直しで、
省人と歩留まり向上を実現した事例
<主な改善効果>
・2名の省人
・年間400万円の人件費効果
・6㎡のスペース創出
・歩留まり2%向上
・年間200万円の改善効果
・年間606万円の合計効果
<支援期間>
・⚫︎ヶ月
ご相談いただいた会社について
今回ご相談いただいたのは、大阪府で水産加工業を営む、年商約35億円の企業様です。主力商品の加工・製造を日々行う現場では、食品工場ならではのスピード感と安定供給の両立が求められていました。
業種:水産加工業
所在地:大阪府
年商:約35億円
社長の悩み
当時、社長が抱えていた悩みは主に次の点でした。
- 材料費の高騰
- 人件費比率も上昇
- 現場からは「人が足りない」という声
- しかし現場は忙しく動いているように見える
そのため、本当に人が足りないのか、それとも作業の進め方に無理やムダがあるのか、経営として判断が難しい状況でした。
材料費や人件費が上がる中で、増員すべきかどうか確信が持てず、今の現場の進め方に無理やムダがないか、本当に適正な人員で動けているのかを見極めたいという思いがありました。
こうした状況のなかで、
「一度、プロの目で現場を見てほしい」 というご相談をいただきました。
改善会で行ったこと
食品工場では、「できるだけ多く、早く作る」ことが重視されがちです。
しかし今回は、その考え方を見直し、売れる分だけ作る生産スタイルへの転換を提案しました。
工場全体を一度に変えるのではなく、まずは一つのモデルラインで成果を出すことからスタートしました。
現場が変化を受け入れやすくするためにも、最初にわかりやすい成功事例をつくることが重要だと考えたためです。
今回、モデルラインとして選んだのは「イカそうめんの冷凍ライン」です。
3名の改善メンバーとともに、作業の流れを見直しました。
<モデルラインで実施したこと>
①必要数を決める
②サイクルタイムを決める
③必要人員を決める
※サイクルタイム=稼働時間 ÷ 必要数 1個あたりにかけてよい時間を示す指標です。
この順番で考えることで、適正人員を感覚ではなく、根拠をもって判断できるようになります。人を減らすのではなく、必要な数に合わせて整えていくことが、今回の改善の考え方です。
(具体的写真での説明)
改善前の作業
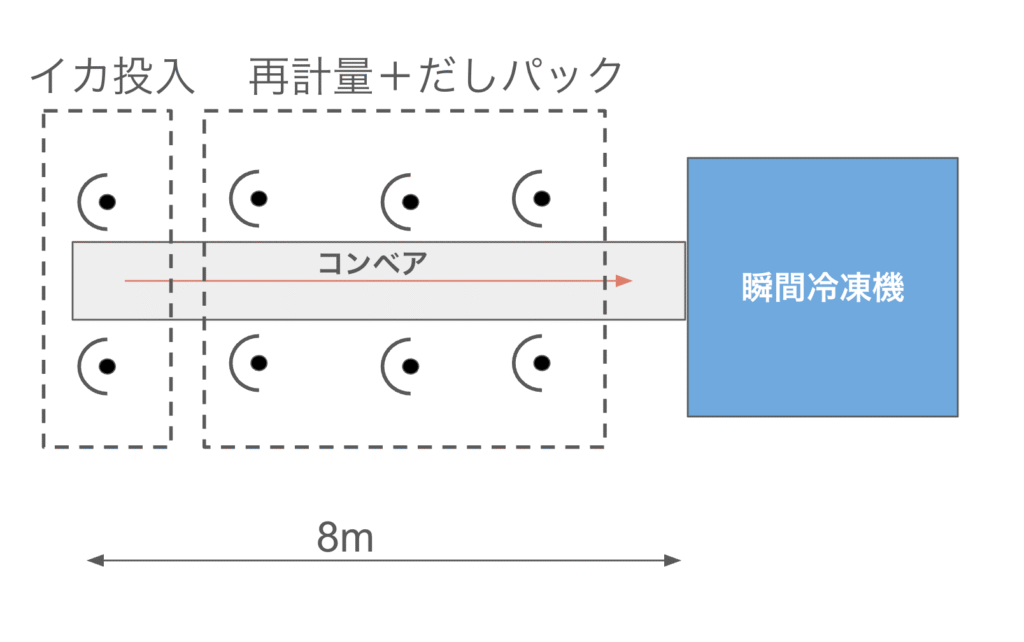
改善前は、前半の「イカ投入」と後半の「再計量+だしパック搭載」を分けた、2チームによる分業でした。
・イカをコンベアに投入:2名
・投入されたイカを再計量し、だしパックを搭載:6名
・コンベア長:8m
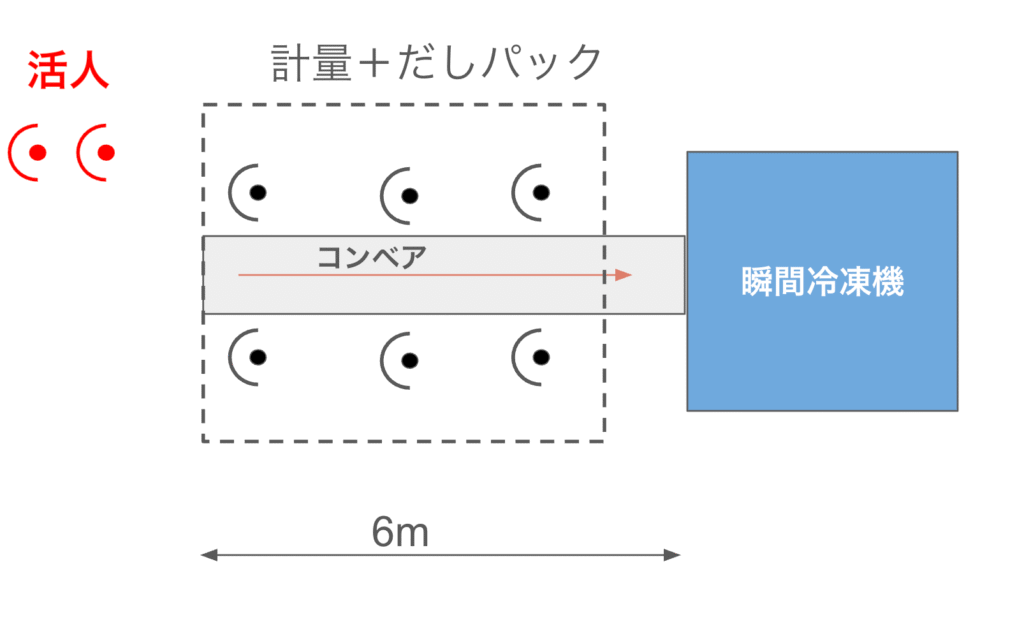
改善後の作業
改善後は、一人が「イカ投入」「再計量」「だしパック搭載」までを一連の流れで担当する形に見直しました。
・イカ計量からだしパック搭載までの一連作業:6名
・コンベア長:6m
改善効果
改善の結果、次のような効果が生まれました。
・省人化:2名
・人件費効果:年間400万円
・創出スペース:6㎡
改善後の作業
さらに、想定していなかった効果もありました。それが、イカが床に落ちなくなったことです。
人中心の作業に変えたことで、作業者の焦りが減り、落ち着いて作業できるようになったことが要因と考えられます。
その結果、歩留まりが2%向上し、年間200万円の改善効果につながりました。
合計効果:年間606万円
社長からいただいた声
自分たちで実際にやってみることの大切さを実感しました。コンベアを短くしたことで作業スペースに余裕が生まれ、今後は同時に2つのラインを動かせる可能性も見えてきました。
清掃範囲も減り、現場がよりシンプルになっていくのを感じています。まだまだ改善できることはあるので、引き続き取り組んでいきたいと思います。
まとめ
現場からの「人が足りない」という声の背景には、作り方そのものの課題が隠れていることがあります。作り方を見直すことで、人員配置は適正化され、在庫も減り、現場の雰囲気も変わっていきます。
今回の改善は、現場の皆さんにも喜んでいただける取り組みとなりました。